Торцевое уплотнение – это механический узел, основной задачей которого является герметизация вала, насоса, мешалки или реактора, выходящего из корпуса электродвигателя гидравлической части аппарата. Герметизация вала в таких торцевых уплотнениях осуществляется за счет плотности прижима и не способности проходить среды через уплотняющие кольца, которые между собой трутся торцевыми частями – неподвижная и подвижная часть торцевого уплотнения. Точность шлифования торцевых уплотнений в местах соприкосновения достаточно точная и имеет "зеркальное" покрытие, что при прикосновении подвижной и неподвижной части создается эффект "склеивания" частей, таким образом можно проверить качество производства и шлифовку торцевого уплотнения.
Торцевое уплотнение – это недавно придуманное изделие, более 100 лет назад впервые появилось торцевое изделие в США в 1905 году. Изобретателем считается американец Джордж Кук, свое изделие он называл Cook Seal (Уплотнение Кука), в последствии он основал компанию по производству торцевых уплотнений в Америке под названием Cook Seal. Свое первое изделие-торцевое уплотнение Джордж Кук было разработано и использовано в холодильных компрессорах.
Джордж Кук был единственным в своем плане изобретатель и производитель торцевых уплотнений, это приносило ему неплохой доход, но в дальнейшем ему пришлось продать свою компанию Cook Seal компании Muskegon Piston Ring, где этот филиал Cook Seal начал заниматься производством ротационных соединений. под маркой "Muskegon Piston Ring Co". Позже "Muskegon Piston Ring" продала свое подразделение "Rotary Seal EG&G Sealol", которое в свою очередь было приобретено компанией "John Crane" в 1998 году.
Компания Crane Packing Company тогда выпускала торцевые уплотнения для автомобилей с 1949 года и в то время их филиалы были в США, Канаде и Англии. Позже эти филиалы были переименованы и объединены в одну компанию по производству торцевых уплотнений в John Crane и с 1987 года существует как единственная компания со многими филиалами по всему миру.
Также появляются и другие фирмы такие как Компания Pacific & Durametallic, которая начала производство в США производство торцевых уплотнений в 1930 году. Фирма "Borgwarner" появляется на рынке торцевых уплотнений в 1955 году в США. Позже произошло слияние подразделений фирм Pacific & Durametallic и Borgwarner в компанию PAC Seals, в рамках холдинга Flowserve corporation-Flow.
Всем известная немецкая компания по производству торцевых уплотнений Burgmann на рынке торцевых уплотнений появилась в 1962 году. В настоящее время эта компания называется "Eagle Burgmann".
Механические уплотнения или еще одно из названий - это торцевое уплотнение , являющееся основной частью запорного, уплотнительного механизма во вращающихся частях оборудования, где возможна утечка жидкости через вращающийся вал оборудования- это например, вал насосовых выходящий из корпуса электродвигателя и переходящий в корпус гидравл. где вал заходит в корпус насоса и требуется установка торцевого уплотнения, для предотвращения утечки жидкости. Ранее данных тип утечки предотвращал сальниковую набивку, но в связи с потерей мощности электродвигателя, сальниковую набивку все чаще и чаще заменяют торцевым уплотнением. При чем допускалось при использовании сальниковой набивки на насосе, допустимое количество капель протекания жидкости через вал насоса и сальниковую набивку, что приводило к выходу из строя за счет ржавчины на валу и плюс была влажность вокруг насоса, что приводило к короткому замыканию электродвигателя и выходу из строя. всего насосного агрегата из строя за счет небольшой утечки жидкости.
Поначалу многие конструкторы при изготовлении насосов использовали упрощенные резиновые кольца, манжеты, сальники, но впоследствии при срздании давления в корпусе насоса эти манжеты просто начали выдавливать жидкостью и поэтому приходилось искать альтернативу манжетам, к чему и пришли конструкторы. Оно состоит из двух частей – подвижная часть, которая вращается на валу и неподвижная часть, которая установлена в корпусе насоса и зафиксирована резиновым кольцом или резиновой вставкой. Между собой подвижная и неподвижная часть торцевого уплотнения имеет место трения, обычно имеющего более твердый материал-керамика, графит, карбид управления, карбид вольфрама. Подвижные части этих торцевых уплотнений настолько отшлифованы, что при соприкосновении друг с другом они притягиваются друг к другу.
Основные компоненты торцевого уплотнения
1. Первичные уплотнения так же называют парой трения. Общая комбинация состоит из твердого материала, такого как карбид кремния или карбида вольфрама, встроенного в корпус насоса и более мягкого материала, такого как углерод в вращающемся уплотняющем узле. Многие другие материалы могут использоваться в зависимости от условий работы, химических свойств, давления и температуры жидкости. Эти два кольца находятся в тесном контакте, одно кольцо вращается вместе с валом, другое кольцо неподвижно. При производстве пар трения эти кольца обрабатываются в процессе, называемом притиркой, чтобы получить необходимую степень плоскости.
2. Вторичные уплотнения, обеспечивающие герметизацию других точек соприкосновения в уплотнении, они предотвращают утечку жидкости и не вращаются относительно друг друга.
3. Пружины, используемые для создания давления и сохранения тесного контакта между первичными уплотнениями. В сочетании с пружиной, надежный контакт пар трения также обеспечивается и давлением перекачиваемой жидкости.
Первичные уплотнительные поверхности должны быть единственными частями уплотнения, которые могут вращаться относительно друг друга, они не должны вращаться относительно частей уплотнения, которые удерживают их на месте. По мере развития перерабатывающей промышленности необходимо оценивать эффективность торцевых уплотнений, чтобы адаптировать их под современные требования.
Как разрабатывались первые уплотнения торца.
В 1929 году Дж. М. Райан из Crane Packing Company разработал торцевое уплотнение, получившее название Ryan Seal. В Ryan Seal использовались стальные и бронзовые поверхности, одна цилиндрическая пружина и сальниковое уплотнение как второй уплотнительный элемент. Тогда неподвижное уплотнительное кольцо еще не было изобретено. Позже неподвижные кольца торцевого уплотнения начали изготавливать из стали и монтировали с натяжением на вал насоса. Уплотняющие поверхности обрабатывались на станке, а не методом притирки.
В ранних торцевых уплотнениях часто использовалась комбинация из закаленной стали и свинцовой бронзы. Эта комбинация материалов для торцевых уплотнений была пригодна для смазочных материалов. Лучший способ обеспечения смазки, двойного торцевого уплотнения, был разработан компанией «Durametallic» в 1937 году. Кроме того, двойные уплотнения использовались при агрессивных и грязных средах, а также в средах с высоким давлением. В определенном смысле, двойные торцевые уплотнения походили на сальниковую набивку, которая была отделена кольцом для подвода уплотняющей жидкости в сальник. Даже несмотря на то, что первые торцевые уплотнения сегодня считаются не совсем надежными герметизирующими уплотнениями, потери вследствие утечки у них были на порядок меньше, чем утечки из сальниковой набивки. Фактически, утечка из-за сальниковой набивки и потребления охлаждающего масла были измеримы, в некоторых случаях до 10% от мощности нефтеперерабатывающего завода.
В торцевых уплотнениях 1930-х годов в качестве вторичного уплотнительного элемента использовались мягкие материалы. Второстепенные уплотнения были изготовлены из натуральных волокон, резины, неопрена (синтетический каучук) или асбеста. Неподвижное уплотнительное кольцо было разработано в 1930-х годах, но не использовалось в торцевых уплотнениях до Второй мировой войны. Нил Кристенсен обнаружил оптимальные размеры для уплотнительного кольца и его канавки в 1933 году. Он подал заявку на патент в 1937 году, а получил его в 1939 году. До Второй мировой войны все еще использовали натуральный каучук, хотя уже была проделана большая работа по разработке синтетических материалов. Во время войны натуральный каучук было трудно получить, и производство синтетического каучука стало приоритетом военного времени. Первыми синтетиками были неопрен, бутадиенакрилонитрильный, бутадиенстирольный и бутиловые каучуки. Применение синтетических каучуков обычно ограничивались температурами не более 121°С.
Этапы развития в области герметизации.
1920–1945. Разработка резиновых уплотнительных колец.
1945–1960. Разработка торцевых уплотнений, несбалансированного типа и сбалансированного толкателя.
1960–1970. Некоторые из ведущих компаний, таких как "John Crane", "Flexibox", "Burgman", "Borg Warner", "Pilar", "Pacific", "Durametallic" и "Sealol", расширили свою деятельность, создав совместные предприятия в других странах Азии, Австралии, Южной Америки, Европы и Африки. Тогда же компания Chesterton начала активно развивать дистрибьюторскую сеть по всему миру.
1970 – 1980. Изобретение металлического сильфонного уплотнения и кремниевого картриджа для высокотемпературного и криогенного применения.
1980. Стандартизация Европейскими странами размеров уплотнений и полостей сальниковой набивки, введение стандартов DIN. Это позволило взаимозаменить уплотнение других производителей. Английские и американские компании по-прежнему придерживаются этих стандартов.
1981. Разработка компанией "John Crane" бесконтактных уплотнений для сухих газов, применяемых в высокоскоростных центробежных компрессорах.
1995-2005. Компании, производящие торцевые уплотнения, сталкиваются с серьезной конкуренцией между собой и пытаются поглотить друг друга, чтобы остаться на рынке. В результате на рынке остается четыре крупных производителя:
- Компания "John Crane", которая приобрела "Sealol", "Safematic" и "Flexibox".
- Компания «Flowserve», объединившая "Durametalic", "Borg Worner", "Pacific".
- Компания «AESSEAL» создана дистрибьюторами «Chesterton», которые отделились и сформировали собственное предприятие.
- Компания "Eagle Burgmann", появившаяся в результате слияния "Burgmann" и "Eagle of Japan".
На данный момент рынок торцевых уплотнений оценивается более чем в 14 миллиардов долларов США.
Дешевое торцевое уплотнение | Дорогое торцевое уплотнение | Описание |
|
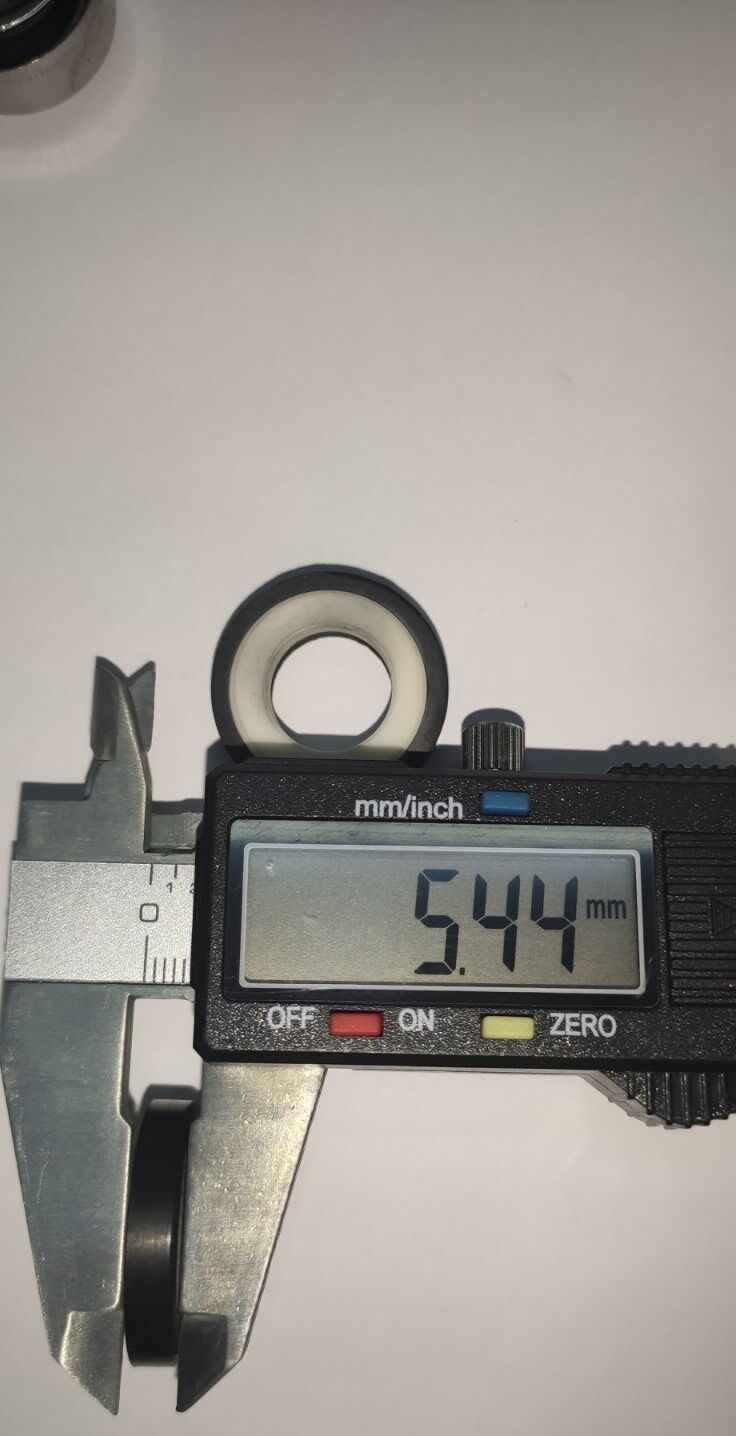
| Как видно по размерам на подвижной части торцевого уплотнения, соприкасающаяся часть с неподвижным кольцом имеете разную толщину |
|
| как видно по размерам, подвижная часть торцевого уплотнения, имеет разные толщину корпуса торцевого уплотнения |
|
| как видно по размерам, подвижная часть торцевого уплотнения, имеет разные высоту торцевого уплотнения |
|
| как видно по размерам, неподвижная часть торцевого уплотнения которая устанавливается в корпусе насоса, имеет разные высоту неподвижной части торцевого уплотнения |
|
| еще один и очень важный параметр, на трущихся частях подвижной и неподвижной части торцевого уплотнения не должно быть сколов, трещин и других деформации. На фото представлено торцевое уплотнение которое не пригодно к установке и замене, так как это уплотнение будет пропускать воду и ваш насос будет по-прежнему протекать и не будет создавать давления воды в системе |









")